Производственные услуги
В рамках диверсификации производства АО «Протон-ПМ» оказывает широкий спектр производственных услуг машиностроительным предприятиям.
По вопросам размещения заказа обращаться в Отдел маркетинга,
телефон: +7 (342) 211-36-18, e-mail: market1@protonpm.ru.

-
Характеристики видов литья
Стальное литье
- Нержавеющие стали (20Х23Н18, 13Х14Н3В2ФР, 10Х18Н9БЛ, 10Х18Н11БЛ, 09Х16Н4Б, Х23Н18, 03Х12Н9К4МЛ)
- Высокопрочные нержавеющие стали (ВНЛ-1, ВНЛ-3, ВНЛ-4, ВНЛ-5)
- Никелевые сплавы (ЖС6К-ВИ, ВЖЛ-14ВИ, ВЖЛ-12У, ВЖЛ-2, ВХ4Л, СДП1, СДП2, ЭП202Л)
Максимальный вес отливок до 70 кг (в зависимости от конфигурации отливок)
Титановое литье (ВТ5Л, ВТ20Л)
Максимальные размеры отливок 350×350×350 мм, минимальная толщина стенки от 3 до 6 мм
Максимальный вес отливок 40 кг
Алюминиевое литье (АК9ч)
Максимальные размеры отливок 600×500×600 мм, толщина стенки от 3 до 70 мм
Максимальный вес отливок 70 кг
Литейное производство оснащено современным оборудованием, технологические особенности которого позволяют обеспечивать полный цикл изготовления литых заготовок деталей:-
подготовка вспомогательных материалов;
-
изготовление восковых моделей из различных модельных составов;
-
изготовление керамических форм с использованием водных связующих и на этилсиликате;
-
прокалка формы и заливка в печах открытой и вакуумной плавки;
-
очистка от элементов литниковой системы;
-
термическая обработка;
-
травление отливок;
-
изготовление песчаных стержней для алюминиевого литья по Cold-box-amin процессу.
Виды контроля качества отливок:
-
визуальный;
-
люминесцентный;
-
рентгеноскопия;
-
цветная дефектоскопия;
-
контроль химического состава;
- контроль механических свойств.
-
Обработка металлов резанием
- Токарная обработка
- Фрезерная обработка деталей
- Токарно- фрезерно- сверлильная обработка деталей
- Зубофрезерная обработка
- Зубодолбежная обработка
- Резьбонакатная обработка деталей
- 6-ти осевая электроэрозионная обработка деталей
- Проволочная электроэрозионная обработка деталей
- Прошивная электроэрозионная обработка
- Вырубка, гибка, вытяжка, формовка, осадка листового проката (в холодном и горячем состоянии) на универсальных кривошипных и гидравлических прессах усилием от 63 до 1600 т.с.
- Гибка листового проката
- Гибка труб
- Вытяжка цельнотянутых труб из листового проката
- Изготовление сварных и цельнотянутых сильфонов
-
Описание видов выполняемых работ
Аргонодуговая сварка
- Ручная в среде защитных газов (катет сварного шва до 25 мм)
- Автоматическая
- в среде защитных газов
- под слоем флюса
Электронно-лучевая сварка в вакууме
D=1200 мм, L=2200 мм, толщина свариваемых материалов до 15 мм
Контактная сварка
толщина свариваемой поверхности до 5 мм
Сварка трением деталей круглого сечения
D=25 мм, L=680 мм
Орбитальная сварка
D=3-32 мм, L=4000 мм
Автоматизированная сварка на робототехническом комплексе
- Сварка кольцевых стыков, D=1200 мм, L=1000 мм
- Сварка продольных стыков, L=1000 мм, толщина деталей до 10 мм
- Сварка криволинейных стыков, L=1000 мм, толщина деталей до 10 мм
- Сварка неповоротных стыков трубопроводов, D=20 мм
- Сварка, наплавка с плоско-параллельным колебанием электрода поперек сварного шва, D=1200 мм, ширина наплавки за один проход до 30 мм
Уникальные виды пайки (титан + бронза + нержавеющая сталь) с применением:
- порошковых и листовых припоев и сплавов в вакууме
- в среде защитных газов с контролируемыми параметрами атмосферы
- в печах активного и индуктивного нагрева (в т.ч. вращательного типа)
D=1000 мм, L=1100 мм, t=1200 ºC
Высокотемпературная пайка в вакууме
D=550 мм, L=300 мм, t=1200 ºC
-
Выполняемые процессы
- закалка
- цементация
- отжиг, нормализация, отпуск
- обработка холодом
Термообработке могут подвергаться как полуфабрикаты из стали и сплава (отливки, поковки, прокат и т. п.), так и готовые узлы, и детали.
Оборудование для термической обработки
- Автоматическая термическая линия
- Механизированная термическая линия
- Линия термической обработки крупногабаритных узлов (шахтные печи)
-
Предприятие располагает широким спектром технологических линий нанесения металлических и химических покрытий (более 20 наименований).
Обрабатываемые материалы
-
углеродистые стали
-
жаропрочные и жаростойкие стали
-
никелевые сплавы
-
титановые сплавы
- медные сплавы и др.
- Цинкование
- Кадмирование
- Меднение
- Никелирование (химическое)
- Хромирование
- Серебрение
- Фосфатно-окисное покрытие
- Анодно-окисное покрытие
- Оксидирование (воронение)
Контроль качества покрытий осуществляется по следующим параметрам:
-
толщина покрытия (капельным методом, металлографическим методом)
-
качество сцепления покрытия с основой (метод нагрева, крацевание, нанесение сетки царапин)
-
коррозионная стойкость и пористость
- внешний вид
-
-
АО «Протон-ПМ» оказывает услуги по созданию автоматизированных систем управления технологическими процессами на испытательных стендах:
Комплекс выполняемых работ:
-
разработка технического задания
-
разработка проектной документации
-
разработка математического обеспечения
-
разработка программного обеспечения
-
консультационная поддержка на всех стадиях разработки АСУ ТП
-
изготовление, поставка, монтаж и пуско-наладка оборудования
-
обучение персонала
-
участие в метрологической аттестации систем
-
техническое обслуживание систем.
-
-
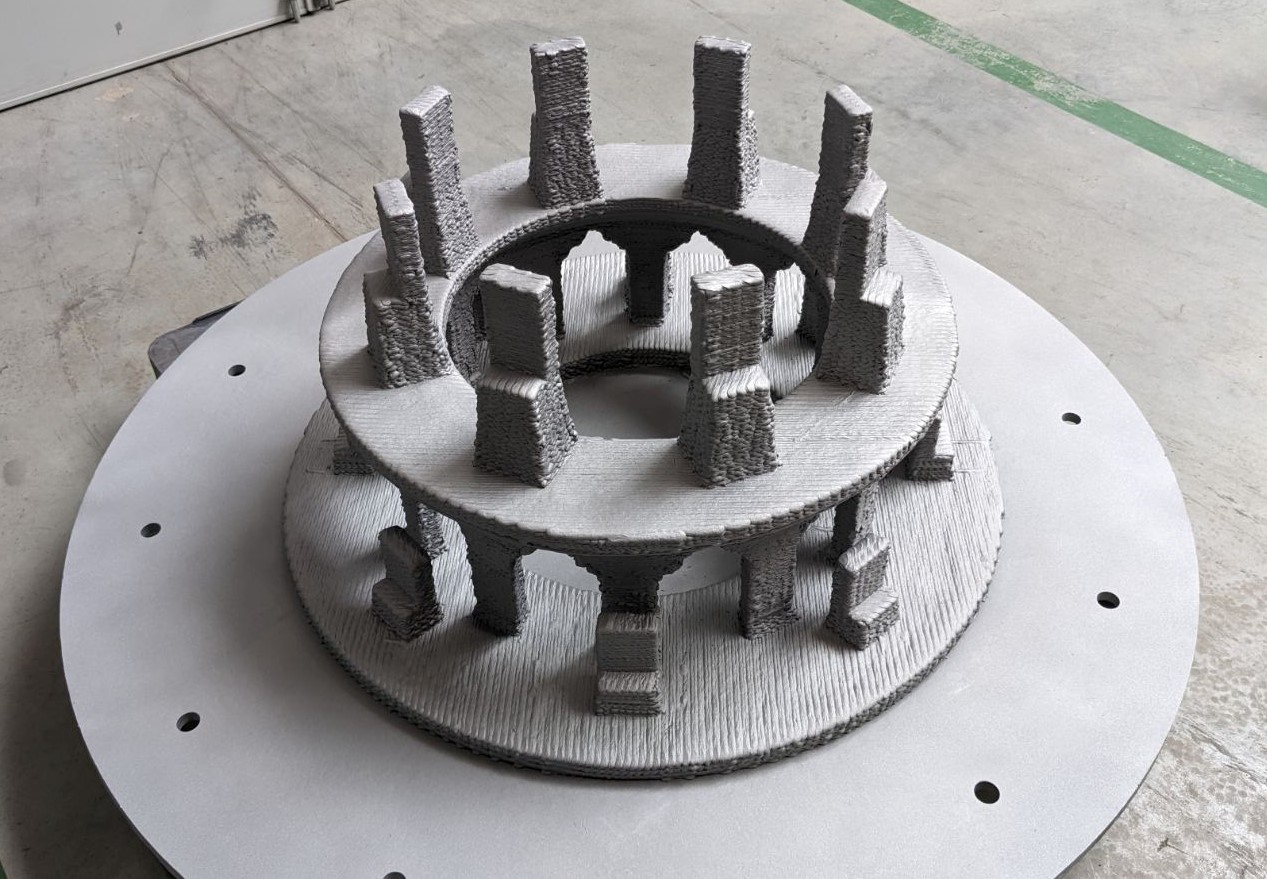
На предприятии освоена технология изготовления металлических деталей с применением аддитивной технологии послойной дуговой наплавки проволочным материалом.
Виды изготавливаемых деталей:
-
Технологическая оснастка
-
Корпусные детали
Габариты деталей: до 1000х1000х500 мм.
Возможно изготовление составных заготовок с последующей сваркой или сборкой.
Применяемые материалы:
-
Легированная конструкционная сталь 30ХГСА
-
Высоколегированные нержавеющие стали ЭП659А-ВИ, 12Х18Н10Т
- Жаропрочные сплавы ХН78Т, «Инконель 718»
Контроль качества: неразрушающий контроль заготовки рентгенографическим методом.
Преимущества технологии:
1. Сокращение сроков изготовления деталей и затрат на подготовку производства:
-
отказ от закупки материалов с длительными сроками поставки
-
исключение необходимости заказа технологической оснастки для изготовления литых заготовок, штамповок
2. Высокий коэффициент использования материала
3. Снижение трудоемкости механической обработки заготовок
4. Возможность изготовления пустотелых заготовок для снижения веса и расхода материала.
Возможно выполнение восстановительных работ на деталях методом наплавки по управляющей программе. -
-
Виды техпроцессов
- Лазерная резка листового материала
- Гидроабразивная резка листового материала
- Резка круглых заготовок (пруток, труба), швеллеров, уголков, заготовок из цветных металлов (алюминий, бронза)







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}